Как происходит изготовление фрез
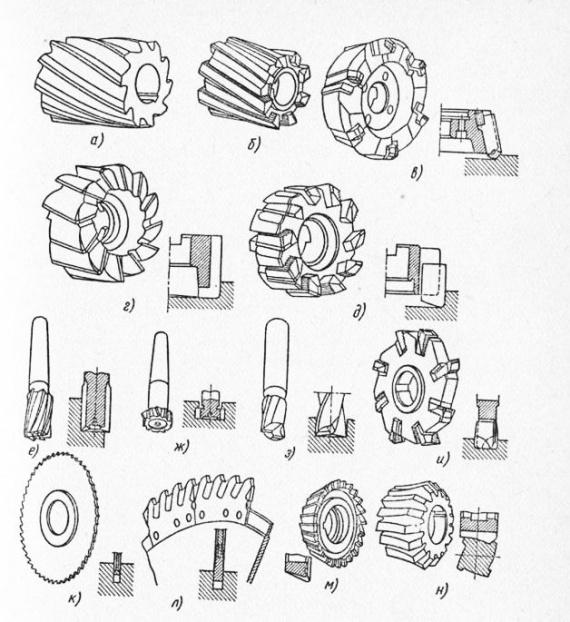
Фрезерные станки производят в основном плоские поверхности с помощью вращающейся фрезы с несколькими режущими кромками. Двумя основными типами станков являются горизонтальный и вертикальный шпиндель. Фрезы обычно имеют зубья, нарезанные на периферии и/или на конце диска или цилиндра. В качестве альтернативы можно использовать фрезы со сменными зубьями. При горизонтальном фрезеровании обычной практикой является «врезание вверх». Но, можно использовать и «врезание вниз».
В принципе, фреза для сращивания вращается, пока заготовка подается против нее. Это может быть достигнуто двумя различными способами, в зависимости от вращения инструмента по отношению к заготовке. Заготовка может подаваться как по направлению вращения фрезы, так и против него, и это влияет на характер реза, особенно на начало и конец. При встречном фрезеровании, также называемом обычным фрезерованием, направление подачи заготовки противоположно направлению вращения фрезы в области резания. Толщина стружки начинается с нуля и увеличивается к концу резания.
При встречном фрезеровании, когда пластина начинает резание без толщины стружки, возникают высокие силы резания, которые имеют тенденцию отталкивать фрезу и заготовку друг от друга. Вставка должна быть принудительно вставлена в разрез, создавая эффект трения или полировки при чрезмерном трении, высоких температурах и частом контакте с деформационно-упрочненной поверхностью, вызванной предыдущей вставкой. Силы также будут стремиться поднять заготовку со стола, что означает необходимость принятия мер предосторожности при креплении.
Читать дальше →
В принципе, фреза для сращивания вращается, пока заготовка подается против нее. Это может быть достигнуто двумя различными способами, в зависимости от вращения инструмента по отношению к заготовке. Заготовка может подаваться как по направлению вращения фрезы, так и против него, и это влияет на характер реза, особенно на начало и конец. При встречном фрезеровании, также называемом обычным фрезерованием, направление подачи заготовки противоположно направлению вращения фрезы в области резания. Толщина стружки начинается с нуля и увеличивается к концу резания.
При встречном фрезеровании, когда пластина начинает резание без толщины стружки, возникают высокие силы резания, которые имеют тенденцию отталкивать фрезу и заготовку друг от друга. Вставка должна быть принудительно вставлена в разрез, создавая эффект трения или полировки при чрезмерном трении, высоких температурах и частом контакте с деформационно-упрочненной поверхностью, вызванной предыдущей вставкой. Силы также будут стремиться поднять заготовку со стола, что означает необходимость принятия мер предосторожности при креплении.
Читать дальше →